








By Fumiomi Takeda
The growth of the blueberry industry in the past three decades has been remarkably robust. For the blueberry industry to remain competitive and sustainable, growers are seeking solutions to ever-increasing problems with labor shortages and rising labor costs for harvesting blueberries by hand.
More growers are now using over-the-row (OTR) mechanical harvesters to pick blueberries for the fresh market instead of solely relying on hand pickers. OTR harvesters can reduce the cost of harvesting by hand from over $1.00 per pound to only $0.10 to $0.13 per pound. However, new OTR machines cost as much as $250,000, making high-capacity harvesting machines unaffordable for most small- and medium-size blueberry farms.
Over the years, mechanical harvesters have been used to harvest blueberries for processing (e.g. frozen and juice). There are three main factors to consider for improving blueberry mechanical harvesting:
1) Varieties that have good differentiation in fruit detachment between mature and immature berries, low stem, firmness, plant architecture for low ground loss and resistance to impact damage
2) Harvest technologies with high selectivity for ripe berries, reduced ground loss, low bruise damage and high harvest capacity
3) Production system to facilitate machine harvesting and reduce ground loss
This article, which focuses on factors 2 and 3, is an update to the author’s presentation during the 2017 fall Florida Blueberry Growers Association short course in Plant City.

Pruning of southern highbush blueberries is required to open the middles of the plants for machine harvesting from the top.
MECHANICAL HARVESTER HISTORY
The U.S. Department of Agriculture (USDA) began research about 25 years ago to develop a harvester designed specifically to pick fresh-market blueberries. Eventually, the work resulted in the development of the V45 harvester around 1996 by now defunct BEI, Inc. It was able to harvest some northern highbush blueberry varieties with long limber canes, and the fruit showed little or no physical damage and could be held in cold storage for four weeks or longer.
Later V45 trials by a grower in Homerville, Georgia, showed that this harvester performed poorly on conventionally pruned mature southern highbush and rabbiteye blueberries with woody branches as it pulled entire plants out of the ground. From 2004 to 2006, USDA and the University of Georgia conducted additional research with the V45 harvester on specially pruned southern highbush and rabbiteye blueberry plants.
Summer and winter pruning methods were used to remove vertically growing and overarching canes in the center of the bush that removed about 30 to 50 percent of the canopy to open the middle (Figure 1). Severe pruning reduced subsequent yields in Brightwell and FL-86-19, but not in Powderblue. On pruned blueberry plants, V45 caused little cane damage. In rabbiteye blueberry, internal fruit damage and skin splitting was less in V45-harvested fruit than in sway-harvested fruit and nearly the same as hand-harvested fruit.
The V45 harvester spread the canes and shook the plants from above, and the berries were collected on soft fruit-catching surfaces located just underneath the canes. This reduced the drop distance to less than 12 inches. As a result, less than 20 percent of fruit harvested by the V45 harvester had damage in more than 25 percent of sliced fruit samples. In contrast, more than 80 percent of the fruit harvested by a sway harvester was severely bruised.
That research and other mechanical harvesting studies have shown that blueberries harvested by conventional OTR machines have significantly reduced shelf life, thus limiting their market distribution. Also, blueberries harvested with conventional OTR harvesters exhibited excessive bruise damage, had lower fruit firmness than hand-harvested blueberries, and quality deteriorated during postharvest cold storage. Much of quality loss in fruit harvested by OTR machines was from bruise damage.
Direct contact between the fruit and harvester’s hard surfaces caused fruit to become bruised. These hard surfaces on the harvesters included the shaker rods, plastic or fiberglass catcher plates and the conveyor belts that collected detached berries. Also, fruit dropping from the conveyor belt into the fruit lugs caused fruit to become bruised. These studies showed that fruit damage can be lessened by reducing fruit dropping distance and letting detached blueberries land on soft fruit-catching surfaces.
RECENT RESEARCH
Blueberry growers in the United States and South America are eyeing the lucrative overseas blueberry markets and want a harvester that is capable of picking blueberries that can be held in cold storage for four weeks or more and reach distant Asian markets with high quality.
In 2014, a group of blueberry specialists from Florida (J. Williamson and S. Sargent), Georgia (C. Li, H. Scherm and J. Chen), North Carolina (W. Cline), Mississippi (E. Stafne), West Virginia (F. Takeda), Pennsylvania (A. Freivalds), Michigan (R. Beaudry), California (D. Zilberman), Oregon (W. Yang) and Washington (K. Gallardo, L. DeVetter) were successful in obtaining a grant from the U.S. Department of Agriculture National Institute of Food and Agriculture (USDA NIFA) Specialty Crop Research Initiative program to improve mechanical harvesting and handling of fresh-market highbush blueberries.
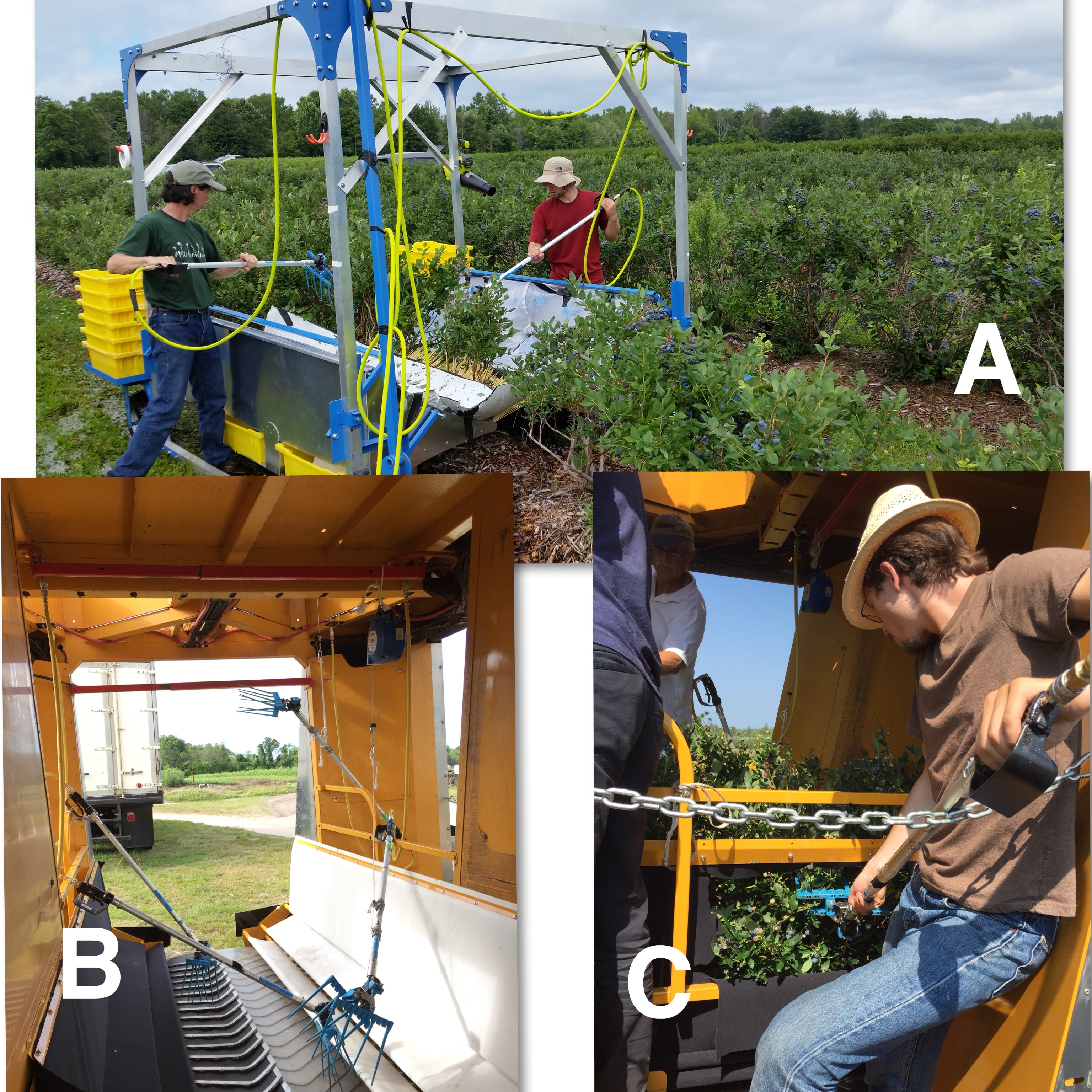
Figure 2. Semi-mechanical hand-held pneumatic shakers are used to harvest blueberries standing beside a pull-along, wheeled frame with fruit-catching surface (A). Self-propelled, over-the-row (OTR) harvester with two drum shakers removed and modified fruit-collection surfaces (B). Workers operate a hand-held shaker standing on a platform installed on an OTR harvester (C).
In this multi-state project, new harvest technologies and production practices that allow for machine harvest of fresh-market blueberries with high-fruit quality have been tested. Also, the team is studying food safety risks associated with conventional and new harvesting technologies. Additionally, the team has developed new sensor technologies to identify factors contributing to bruise damage and to detect and measure bruise damage in the blueberry non-destructively so that bruised and machine-damaged blueberries can be effectively sorted out on the packing line. Finally, the group is working to extend the information generated by this project to all blueberry growers.
The approach taken to improve mechanical systems for harvesting fresh-market blueberries includes:
- Keeping good features of the mobile platform while removing bad features that cause damage
- Developing gentler mechanical harvesting apparatus
- Changing fruit-catching surfaces to reduce bruise damage
- Using advanced sensor technology to understand the harvesting process and nondestructively detect and measure bruise damage within the fruit (Figure 2)
From 2015 to 2017, the researchers studied a semi-mechanical harvesting system to pick southern and northern highbush blueberries. The focus was to compare hand-harvested fruit quality with the quality of fruit harvested by hand-held shakers. To reduce impact damage, the metal and hard plastic catching surfaces were replaced with neoprene-based, soft fruit-catching surfaces. Florida research showed that Farthing harvested by this technology had firmness and low bruise damage. Fruit looked as good as hand-harvested blueberries, even after two weeks in cold storage (Figure 3).
However, these harvest-aid platforms lacked the powered fruit conveyance belt to fill lugs. Instead, workers shook the bushes with powered shakers and then manually filled the lugs. The ergonomic analysis of individuals harvesting the bushes with powered shakers indicated that worker fatigue could become a major issue when working for an extended period.
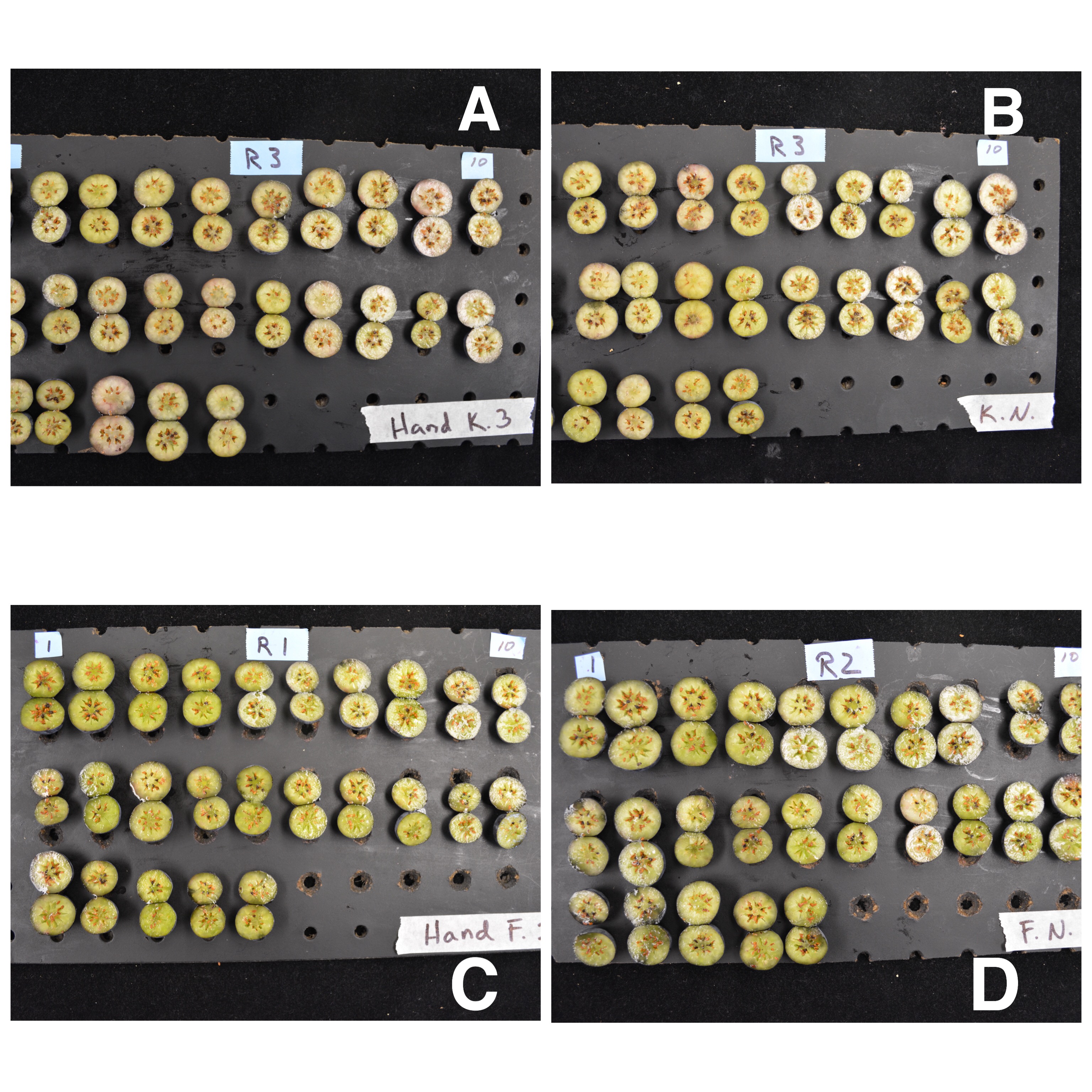
Figure 3. Hand-harvested Kestrel blueberries (A) and Kestrel harvested with the research semi-mechanical harvest-aid system (B). Hand-harvested Flicker blueberries (C) and Flicker harvested with the research semi-mechanical harvest-aid system (D). Samples for both Flicker and Kestrel were sliced after holding them for one day at room temperature.
After studies in Florida, California, Oregon and Washington with mobile platforms using hand-held shakers, we installed the rotary drum shakers back into the Oxbo 7240, 7440, and 8040 OTR harvesters with modified fruit-catching surfaces to increase harvest efficiency and capacity. In 2017, a modified 7240 was used to pick late-season Elliott and Aurora in Washington.
In 2018, we harvested Duke and Draper in Oregon and Washington with modified 7440 and 8040 harvesters. In all these tests, harvested berries were run through commercial packing lines either with WECO soft and color sorters or with a WECO color sorter and MAF Industries optical sorter to obtain fresh pack-out and defect (e.g., green, soft and overripe) data. To sort bruised from non-bruised blueberries categorized as fresh pack-out, we developed a non-destructive technique of locating and measuring bruise damage by scanning blueberries with light in the near infrared range. The technology is called hyperspectral imaging. This technique has identified in blueberries a difference in the spectral signature between non-bruised and bruised tissues.
Studies in 2018 showed that as much as 92 percent of blueberries harvested by rotary drum shakers and collected on soft catching surfaces were sorted as fresh-market pack-out. Generally, fresh-market pack-out percentage, fruit firmness and extent of bruise damage was slightly to moderately worse than hand-harvested fruit. New sensor technologies will enable packers to sort blueberries into different bruise categories.
The high fresh-market pack-out percentage achieved by our prototype blueberry harvesters in 2017 and 2018 was a significant improvement over that achieved by commercial OTR harvesters. Currently, we are redesigning the fruit-catching surfaces to reduce impact damages and replacing non-food grade neoprene sheets with FDA-listed materials for use with food and appropriate as fruit-catching surfaces. The plan is to have the redesigned OTR harvester with rotary shakers ready for research in 2019. Starting in April, we’ll harvest southern highbush blueberries with collaborators at the University of Florida. Northern highbush blueberries will be harvested from May to August while working with additional collaborators in California, Oregon and Washington.
Acknowledgements: Special thanks go to all the co-principal investigators on the project and to Scott Korthuis and Brian Foote with Oxbo International Corporation, Bill Braswell, Alto and Kyle Straughn, DeGrandchamp Blueberry Farms, Munger Farms, Norris Blueberry Farms, Pan-American Blueberry Packing Co., Tualatin Valley Blueberry Farms, Naturipe Berry Growers Inc., Maberry Packing Co., U.S. Highbush Blueberry Council and the Chilean Blueberry Committee.
Fumiomi Takeda is a research horticulturist with the UDSA Agricultural Research Service Appalachian Fruit Research Station in Kearneysville, West Virginia. He is currently the co-project director of the blueberry harvest mechanization research that is funded by the USDA NIFA Specialty Crop Research Initiative program (Award No. 2014-51181-22383).
This article was featured in the September issue of VSCNews magazine. If you would like to receive future issues of VSCNews magazine, click here.
Share this Post